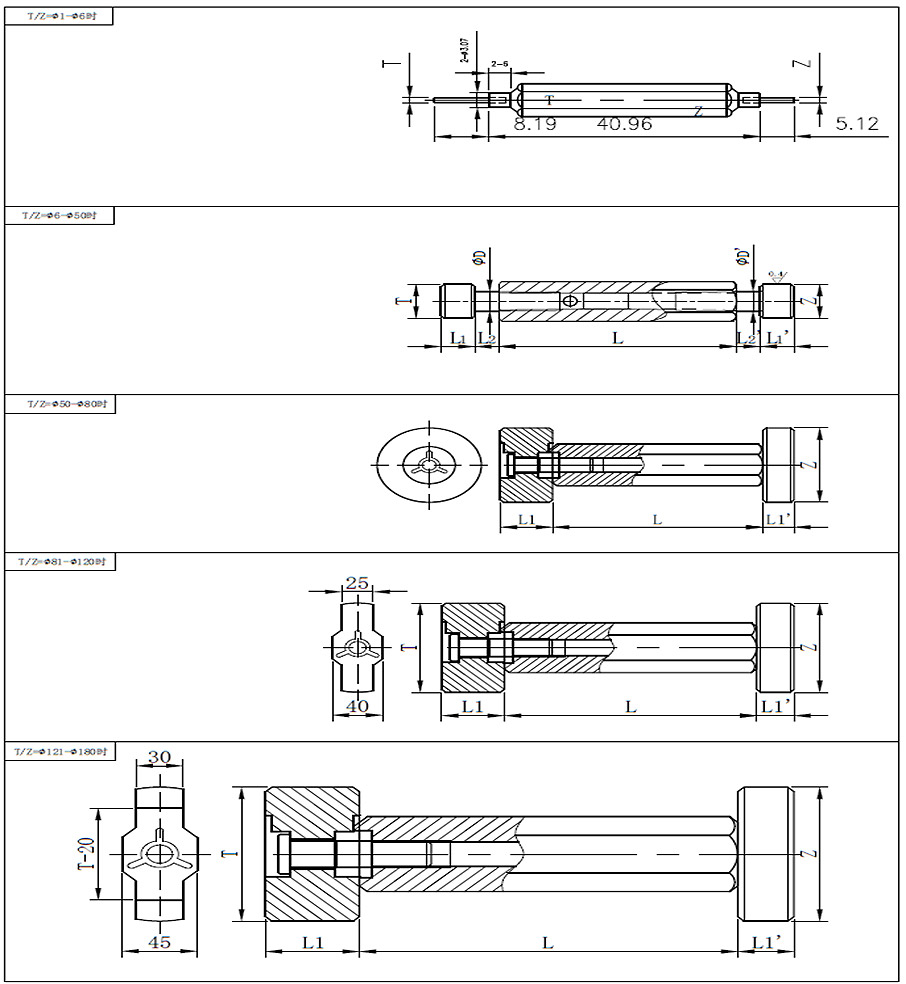




| 序號 | T/Z | L1 | L2 | L1′ | L2′ | L | L3 | D | D′ |
| 1 | ?1-?6 | - | - | - | - | - | - | - | - |
| 2 | ?6-?10 | 10 | 5 | 7 | 5 | 70 | 82 | 6±0.1 | 6±0.1 |
| 3 | ?10-?14 | 12 | 6 | 8 | 6 | 70 | 88 | 8±0.1 | 8±0.1 |
| 4 | ?14-?18 | 14 | 7 | 10 | 7 | 70 | 88 | 10±0.1 | 10±0.1 |
| 5 | ?18-?24 | 16 | 8 | 12 | 8 | 80 | 102 | 12±0.1 | 12±0.1 |
| 6 | ?24-?30 | 18 | 9 | 14 | 9 | 80 | 102 | 14±0.1 | 14±0.1 |
| 7 | ?30-?40 | 20 | 10 | 15 | 10 | 90 | 109 | 16±0.1 | 16±0.1 |
| 8 | ?40-?50 | 23 | 10 | 18 | 10 | 90 | 114 | 18±0.1 | 18±0.1 |
| 9 | ?50-?65 | 30 | - | 18 | - | 125 | - | - | - |
| 10 | ?65-?80 | 35 | - | 25 | - | 135 | - | - | - |
| 11 | ?81-?100 | 35 | - | 25 | - | 145 | - | - | - |
| 12 | ?101-?121 | 40 | - | 25 | - | 155 | - | - | - |
| 13 | ?121-?150 | 45 | - | 30 | - | 165 | - | - | - |
| 14 | ?151-?180 | 50 | - | 30 | - | 175 | - | - | - |